How to design for 3D printing

Once reserved for high-end research, the evolution of 3D printing now encapsulates everything from rapid prototyping to full-scale manufacturing.
For product innovators, industrial designers, and budding 3D printing enthusiasts ready to take design concepts to tangible products, this guide will walk you through the how-to’s of mastering quality 3D printing and finishing your prototype for presentation.This will allow you to create high-quality 3D concepts and products in record time.
To demonstrate that you can achieve high-end results economically, we printed each model in this guide with a Fused Deposition Modeling (FDM) printer.
Following is an overview of the topics covered. Read through in order or skip ahead to the section most relevant to your process.
- Improving print quality: your choice of printing equipment is directly linked to how fast your product prints and the level of detail that you can achieve
- Perfecting design parameters: in order to be printable, your geometry needs to have volume and manifold geometries
- Managing supports: beyond a certain point, your printed material won't be able to print onto thin air (surprise!) and requires designed 3D printed supports, which will affect the look of your final object
- Model orientation: the direction that the material is layered to create your object and how it will impact the final look and feel of your object
Though it may seem daunting at first, using 3D printing your designs to test and iterate product concepts trims the design to manufacturing timeline, making the learning curve worth the time investment, even in the short run.
To hone in on leveling up your design workflow, rapidly developing new ideas, or launching a successful business with a product concept, go through this A-Z checklist of design principles for 3D printing to cover your bases before pressing print.
With the aim of speeding up manufacturing, we recommend Shapr3D CAD software to create 3D models within a plans-for-your-next-move user interface that markedly cuts your design time.
The principles in action
Wayne State University’s industrial design professor, Claas Kuhnen, gives an overview of creating a cohesive design process and addresses common design-to-print issues in this video.
The right modeling mindset
Keep in mind when 3D printing that the digital version of your design will have to deal with the laws of physics when it comes out of your 3D printer's nozzle.

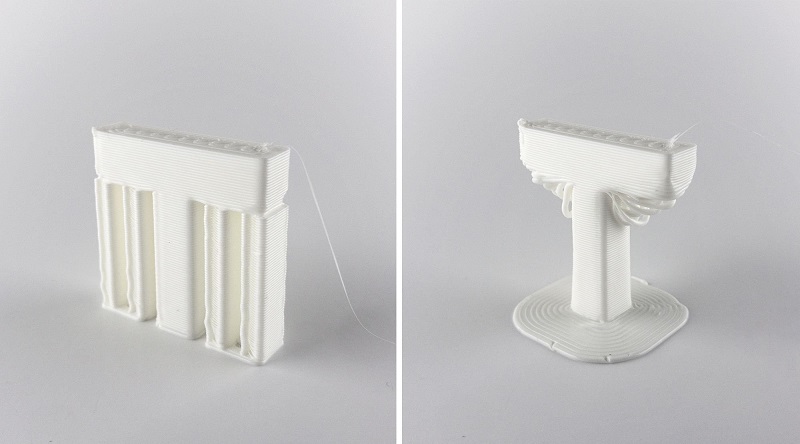
A tangled print of a 'T' shaped overhang succumbing to the punishing power of gravity
Overhangs that stretch effortlessly out into the ether on your iPad screen may come crashing down into a melted plastic mess from your printer. Perfectly concentric holes in your model may better resemble a deflated basketball in the real world. You may find that the thread you're trying to fit that screw into has nothing to do with the size of the thread on the screw anymore.
To anticipate and prevent these challenges, keep each guide item in mind during your design process.
Printer setup
One of the biggest factors that will affect your 3D prints is the nozzle. The nozzle size and material will influence the strength, print time, and quality of your final product. While this is only true for FDM methods, similar resolution settings and issues will still appear with other 3D printing methods.
Nozzle diameters generally range between 0.1 – 1.0 mm. When you're selecting a 3D printing nozzle, you're deciding how much filament is extruded and how fast, which will naturally produce different results. While a smaller printing nozzle (<0.4 mm) predictably extrudes less material than a larger printing nozzle (>0.4 mm), the impact this will have on your print is more complex.
The standard nozzle size that most 3D printers come with is 0.4 mm. This size lets you print layer heights between 0.1 - 0.3 mm, so you can manufacture detailed objects in a reasonable amount of time.
Tip: When choosing a printer head, determine the final use case. Use a larger nozzle to print strong objects quickly. Give more detailed prints a smaller nozzle. The following are some general tips to guide you:
Use larger nozzles (>0.4 mm) for:
- Printing things fast. Larger nozzles equal larger flow rates and more material deposited.
- Increased toughness. The energy absorption increases to 25% when printing objects with 0.6 mm nozzle versus 0.4 mm nozzle.
- Printing with abrasive filaments. Smaller nozzles easily clog, making them a difficult tool for printing coarser filaments - opt for a larger nozzle in this case.
- Models with low print resolution. Larger nozzles work best for prints without thin or fine details because they print thicker layers.
Use smaller nozzles (<0.4 mm) for:
- Small details. Print highly detailed models with small nozzles to extrude material more finely.
- Many features. Printing with a smaller nozzle takes more time, so it's only worth your while if you are manufacturing a more decorative piece and have a lot of time. Plain objects make more sense to be printed with a larger nozzle. Example applications for small nozzles include jewelry, text printing, or miniatures.
- Low layer height. Generally speaking, layer height should be 80% or less of the nozzle diameter, so a smaller nozzle will require lower layer height.
- Easily removable supports. Using smaller nozzles will result in a thinner support structure that can be more easily detached from your object after the print.
Dual extrusion printers
Dual extrusion printers have a second nozzle and extruder, so you can print parts using two different materials, switching between filaments as needed.
With a dual extrusion printer, you can combine a standard material with support materials. By printing supports with a different material, easily remove or dissolve them from the final print without leaving any marks. Dual extrusion printers also let you print using two different colors, or reinforce one printing material with a stronger one.
Nozzle material
The nozzle material will also affect your print quality and speed so let’s look at the different options available.
Brass nozzles
These are the de facto standard for most FDM 3D printers. This nozzle material provides good thermal conductivity and stability. Keep in mind that while it's the most common, it can't handle all types of filaments. Brass nozzles are best for non-abrasive filaments including PLA, ABS, Nylon, PETG, TPU, and more.
Hardened steel nozzles
Unlike brass nozzles, hardened steel wears less when printing abrasive materials like carbon fiber, glass fiber, metal-filled filaments like steel-filled, iron-filled, brass-filled, and other exotic filaments.
The wear-resistance of steel nozzles beats brass nozzles 10 times over, but the possible presence of lead in the nozzle makes them unfit for printing anything that will come in contact with food or skin. Stainless steel nozzles make a strong lead-free alternative for FDA-approved products, as well as a compatible option with light, abrasive materials.
Ruby tip nozzles
Ruby tip nozzles have a brass body with a ruby tip. The ruby tip increases the nozzle's durability and the body maintains good thermal conductivity, making this nozzle type the most precise, albeit expensive, option for regular use.
Slicing software
Choosing the right slicing software for your designs and machine is also paramount. Many users will use Cura as it’s free, easy-to-use, and compatible with a huge range of machines. However, if you’re a professional user you may opt-in to purchasing something more comprehensive like Simplify3D.
For most users a free slicer will completely suffice. However, paid software can help speed up your manufacturing process and optimize the 3D printing process on the whole. When doing large scale additive manufacturing or highly detailed models a paid slicer can save time, costs, and in some cases increase the print quality too.
What's the best slicing software to use?
The best free slicer is Cura, and the best paid option is Simplify3D. The fundamental capabilities of Cura typically meet the average hobbyist’s needs. Professionals who benefit from more options should opt for a paid software for higher quality and faster outputs.
Materials used
When carrying out your design you’ll also need to consider the material that you’ll be printing with. Later on this article we discuss design and production factors that are of significant importance. However, these are recommended with common materials in mind.
For example if you’re using flexible materials, reinforced plastics, or metals the processes and design requirements can be opposite ends of the spectrum.
Design parameters
Before you print, aim to make your design watertight by eliminating discontinuities on the surfaces of your 3D model.
If you're 3D printing a model that you exported from Shapr3D, you can check this off your list! The app ensures solid model design, without non-manifold intersecting surfaces.
If you're modeling using surface modeling software, you'll want to post-process your work, clean up any holes and check for any of the kinds of intersecting surfaces or shared edges (collectively called non-manifold geometries) listed below.
Manifold geometries
Using manifold geometry makes for a successful print. . An easy way to understand manifold geometry is by understanding non-manifold geometry.
Non-manifold geometry means that when the 3D shape is unfolded, the normals of the 2D shape don't all point in the same direction due to a shared edge or two faces connected at a single point.
Tip: To make sure that your model is printable, check for any of the following errors and adjust them to create a manifold shape:
T-type non-manifold geometry
If three faces share a single edge, make it printable by adding volume to the third face or deleting it completely.
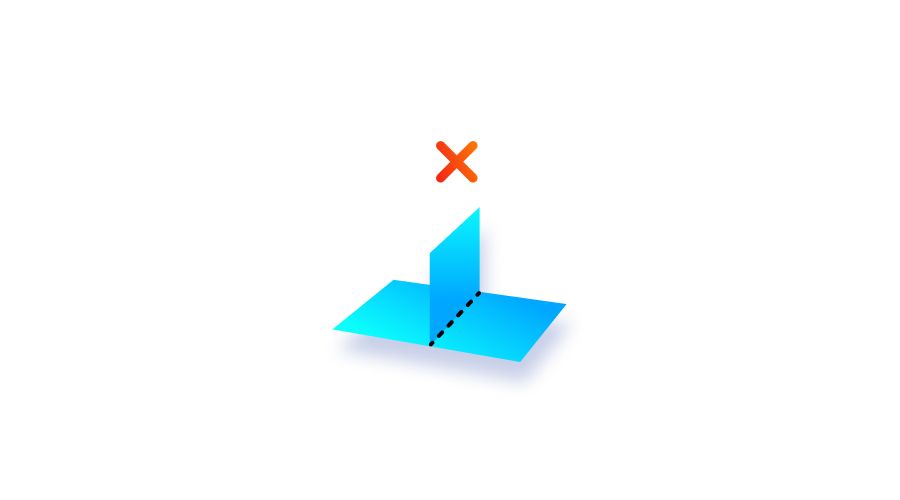
Model of a non-manifold object with connecting faces attached at a shared edge
Bow-type non-manifold geometry
In this instance, multiple surfaces connect at one point and don't share an edge. Either disconnect the two geometries or delete one of them.
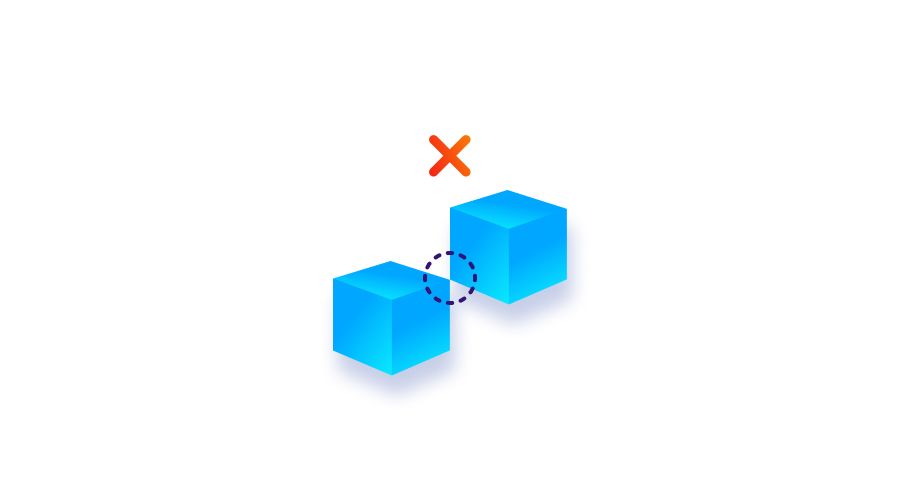
Model of a non-manifold object with connecting faces attached at a single point
Non-manifold geometry also occurs when there's a shape without volume.
Open geometry
In order to print a geometry, it needs to have a volume, so a shape with “missing” surfaces or no volume isn't viable. This would be the equivalent of asking your 3D printer to print one straight line and expecting it to come out in 3D.
You can create volume in your model by adjusting the wall thickness or adding additional surfaces to your geometry.
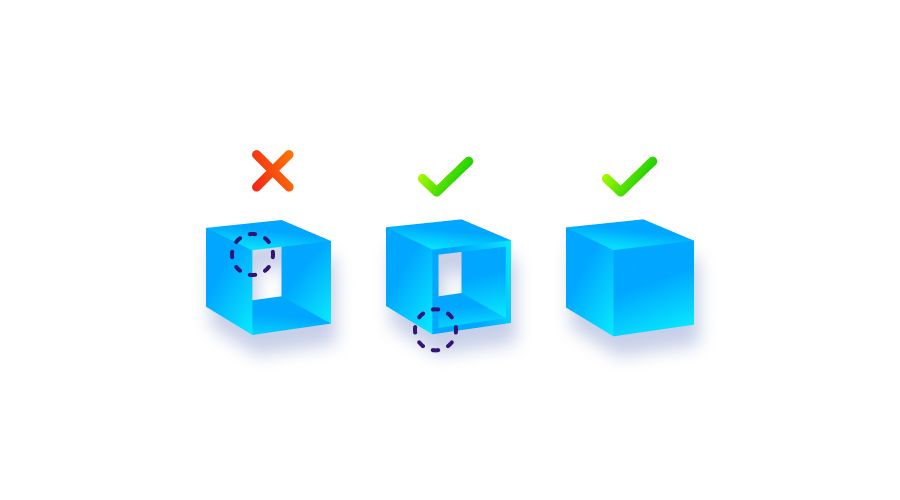
Model of an open geometry without volume that is adjusted for 3D printing by increasing wall thickness and/or adding sides.
Wall thickness
Wall thickness goes hand-in-hand with non-manifold geometries, as we saw above, geometries without volume can't be manufactured. Walls that are too thin make small parts on the model unable to be printed or very fragile, with a high chance of breaking.
Assess your printing material and the height of your wall to determine whether it needs additional support. A wall that's already bolstered by ribs or webs (we'll get to those soon) can be thinner than a freestanding wall.
Tip: Wall thickness should typically be two or three times the nozzle's width. Walls with thicknesses greater than 0.8 mm can be printed successfully with all processes.
Start with a strong base
Adhesion is a huge difficulty with 3D printing. If your model, or even a part of it, doesn't stick directly to the 3D print bed when the first layer is printed, it could detach and warp your print resulting in much plastic, time, and dreams down the drain.
Tip: avoid large flat surfaces and round the corners of your 3D models to enhance the success of a clean print
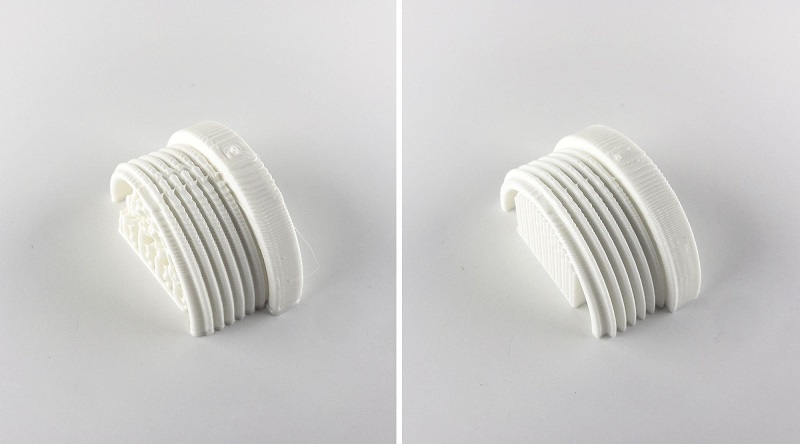
Printing with too high heat and not allowing the first layer to cool properly will increase the risk of a bulge, and make it hard to fit pieces together. Affectionately named ‘elephant's foot,' this mostly appears with large parts where the weight of the object pushes down on the first layer.

Two 3D prints of the bottom of a water bottle with the version on the right showing a slight bulge, or 'elephant's foot'
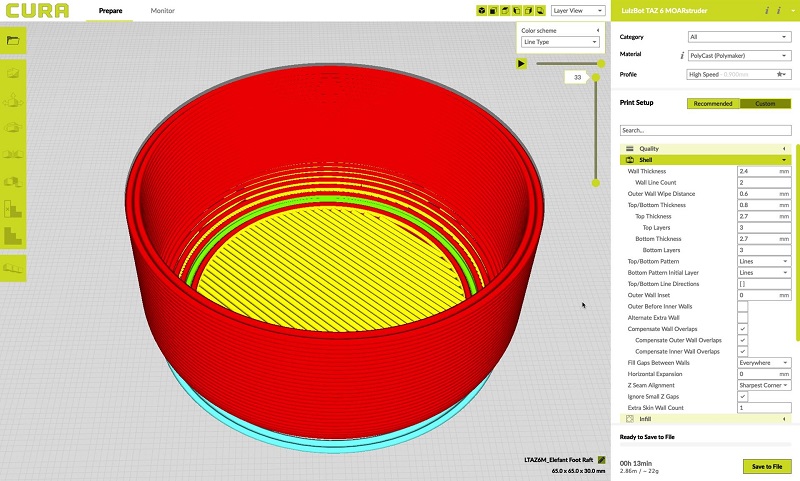
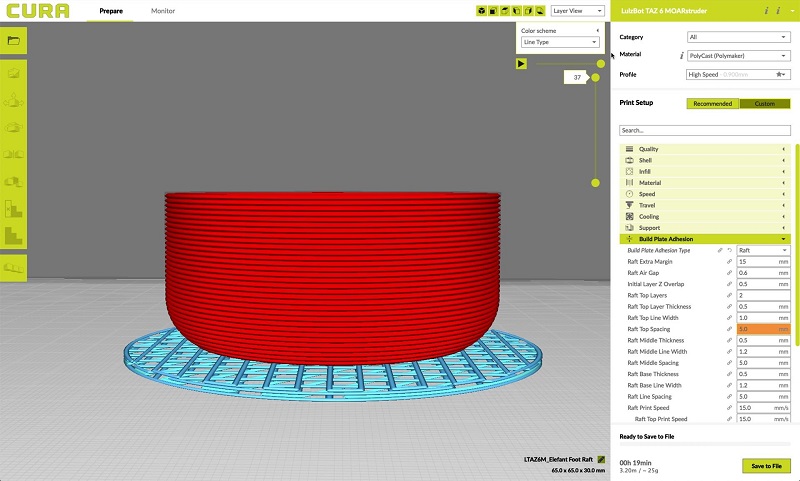
Add a ‘raft'
Sidestep this issue by adding a raft for your "foot" to land smoothly on. A raft in 3D printing is a flat surface area made up of horizontal latticework, added beneath your part. It helps eliminate the elephant's foot and improves adhesion to the printer bed.
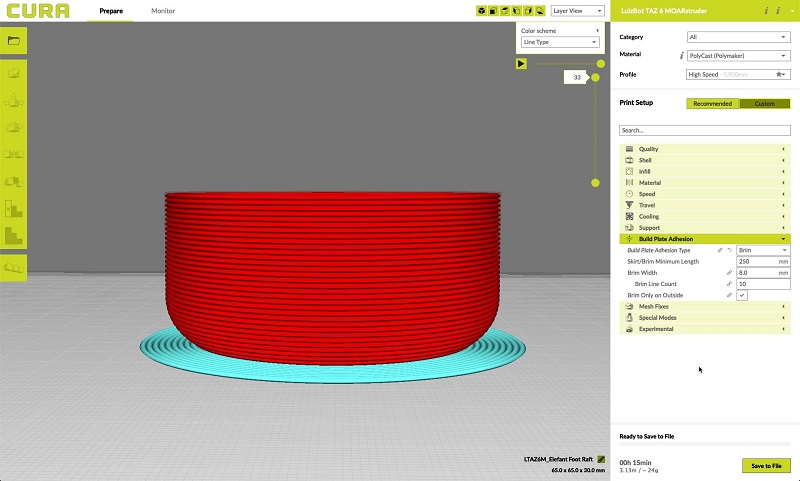
Work with a ‘brim'
You can also avoid your model tipping overby creating a brim underneath it. A brim is a skirt attached to the edges of the model printed with an increasing number of outlines to create a large ring. Brims create suction and hold down the edges of your part by helping it stick to the bed. They're much faster to print than rafts.
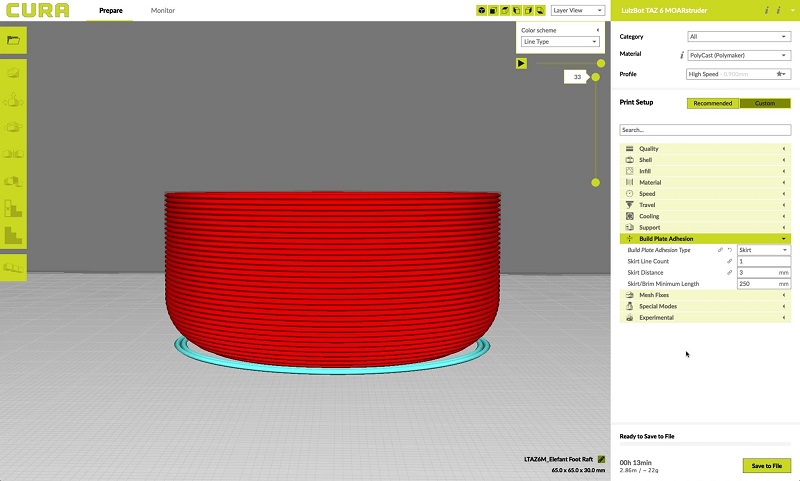
Warm up your nozzle with a ‘skirt'
Finally, you have skirts. Sometimes, an elephant's foot is the result of an unleveled build plate or incorrect nozzle height.
Skirts surround the part, but don't actually touch it, and they help warm up the extruder by establishing a smooth filament flow. By observing the skirt quality, you can adjust any leveling issues before printing your model.
Tip: Besides printing with a raft, skirt, or brim, you can also lower the bed temperature by 5° C increments or, as a last resort, alter your model by adding a 5° chamfer on the bottom edge of the print to mitigate the bulge.
Overhangs and support material
Overhangs are fun to design and hard to print—here's where gravity puts up a fight.
An overhang that stretches out beyond 45 degrees requires you to include supports so that your build doesn't tip or lose form. There's nothing wrong with supports, but unless you print with a soluble material using a dual extrusion printer head, they'll probably leave a mark when you take them off.
Tip: As a good rule of thumb, you can get away with about 1-2 widths of a print path without support. Everything else will require printed support.
While supports are doable, they're not always easy to remove and will likely leave a rough spot or mark on your print.

The image below shows a 'Y' model with arms that begin with an overhang less than 45 degrees. Notice that further up the arms where the overhang reaches beyond 45 degrees and would require supports, the integrity of the print breaks down.
Follow the 'YOTH' rule
- A Y-shaped overhang that’s less than 45 degrees prints easily without any need for support. If it's over 45 degrees, count on adding supports.

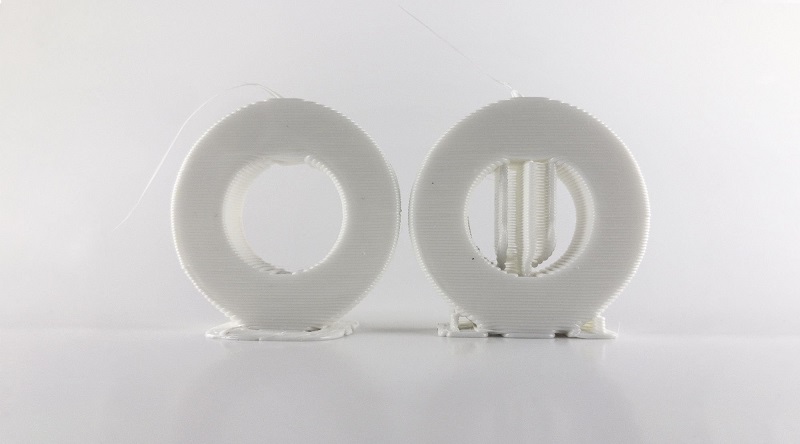
- “O” shaped overhangs, or holes in most cases, create more concentric circles with supports included
- "T" shaped overhangs beyond a 1-2 vertical layers require supports
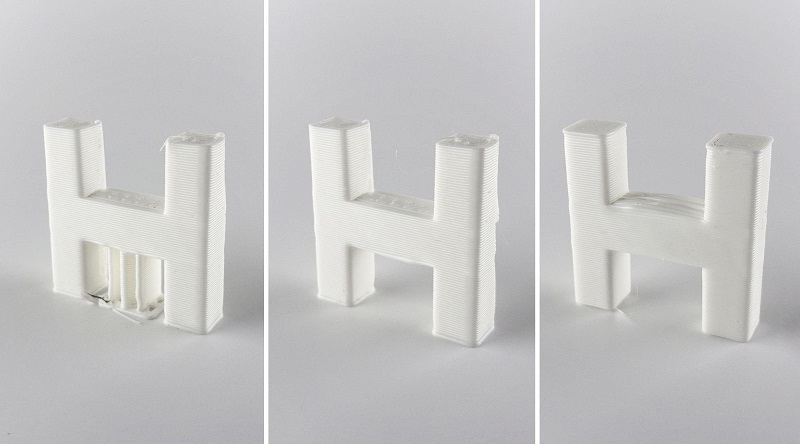
- “H” shaped overhangs depend on the size of the bridge between the two vertical geometries. Check your printer and print material to see how long of a bridge you can print without supports.
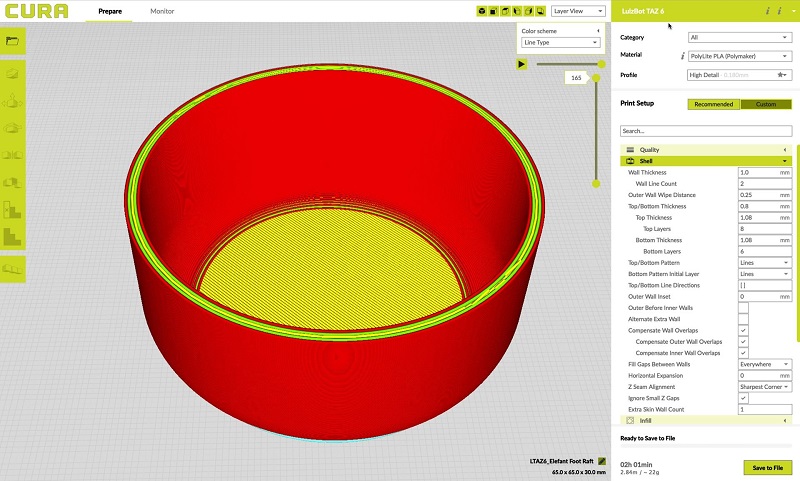
Designing support structures in your slicer software
If you do need supports, create them in your slicer software. Here's what that looks like on Lulzbot's free CURA slicer interface.
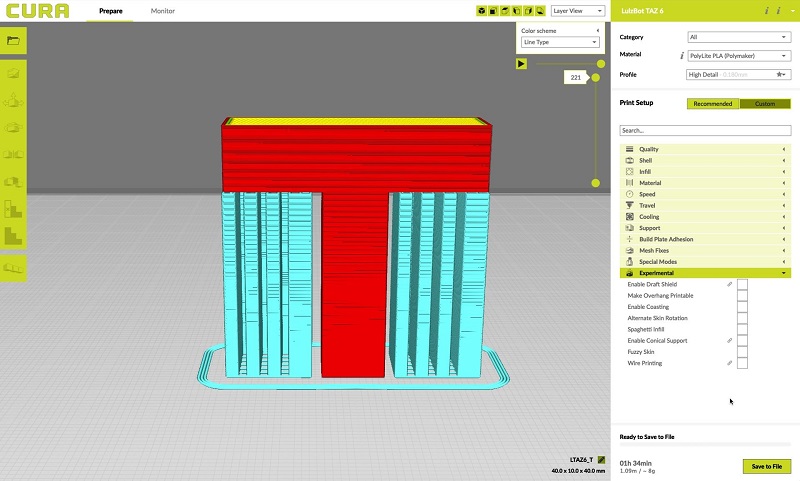
You can also design custom supports in your modeling software that are easier to snap off and take up less surface area. Conical supports taper at the top to support your print while printing faster and using less material.

Regardless of size, removing supports and polishing your prototype will take some work after your print.

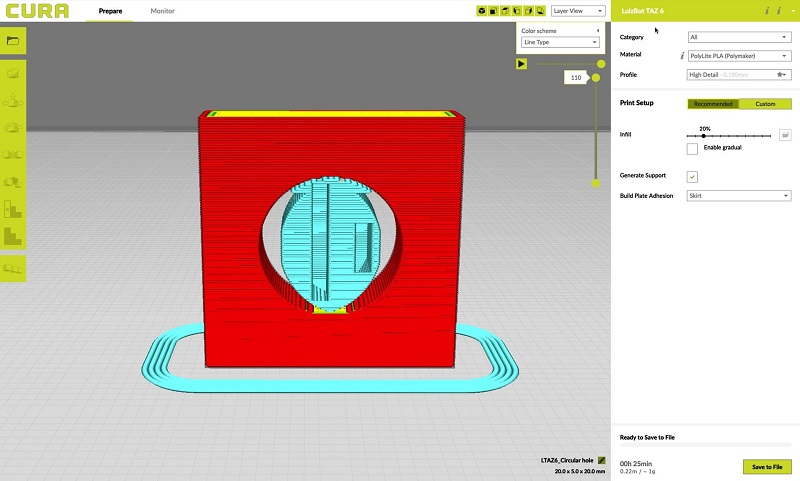
Printing holes
Holes are a special kind of 'overhang,' that 3D printers struggle to print. These shapes require the machine to create a round shape by layering materials on top of each other. Because the final layer at the top of your circle will be straight, the end result is a hole that's not quite round and doesn't quite match the diameter of the hole in your model.

You can print out the hole with the slightly flatter top, and use a screwdriver or similar tool to round it out after it's finished.
Teardrop and slot designs for holes
To deal with the pesky issue of holes, you can also try designing a few additional tweaks in your model. One alternative is to model a teardrop-shaped hole in your geometry. This way, you can use the hole for its intended purpose without having to drill out the additional layer at the top of the hole.
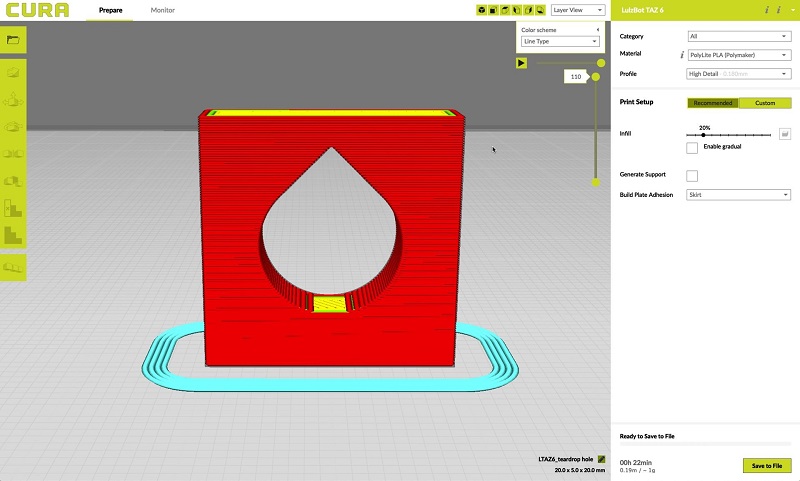
This technique minimizes the need to use supports, but only when you orient the part facing upwards, which limits object rotation.
In the same vein, you can add a slot underneath a hole that you need to insert a rod into, which allows the hole to expand. Then use two clamps to secure the hole together.
Ribs
If you're printing a piece that has a protruding feature jutting out from the base, you'll run the risk of that piece breaking, even during the printing process.
To avoid broken 'arms and legs,' add triangle supports or 'ribs' around protruding pieces to support the base. Ribs strengthen fragile protruding features by supporting perpendicular angles. Without additional support around their bases, these structures are more likely to snap off.
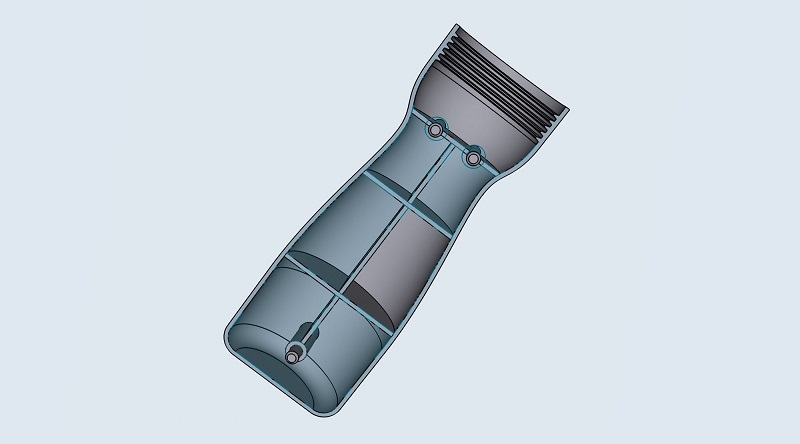
Webs
'Webs' are another form of built-in support used to maintain the integrity of shells. They consist of a network of supportive structures and protruding pieces that help a body keep its shape without having to print a solid structure (saving hours, or even days). If you're testing different shapes and ergonomic structures, design webs or infills into your object to speed up the process.
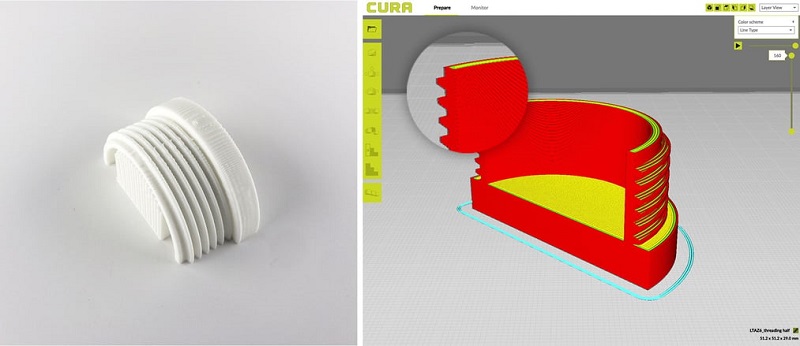
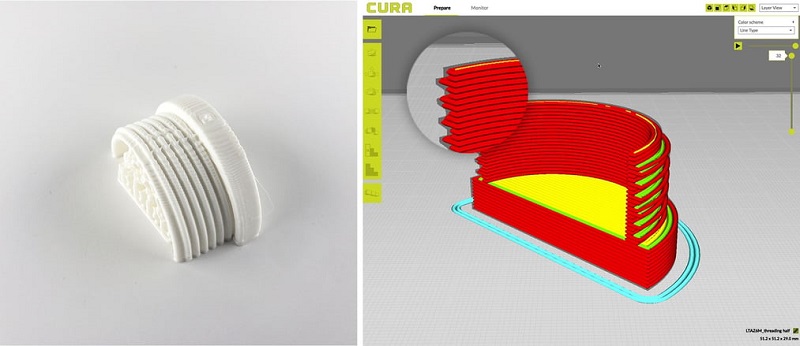
Threads
The heat naturally occurring during a print increases the difficulty of printing threads by contracting the details and making them unusable for your original purpose. The smaller and more detailed the threads, the more difficult the print
Before printing, add an additional tolerance between 0.5-1 mm to your model to make up for any heat shrink or imperfections. Small blobs on a tight-fitting thread will act like sand in a gearbox, making it impossible to screw the part on.
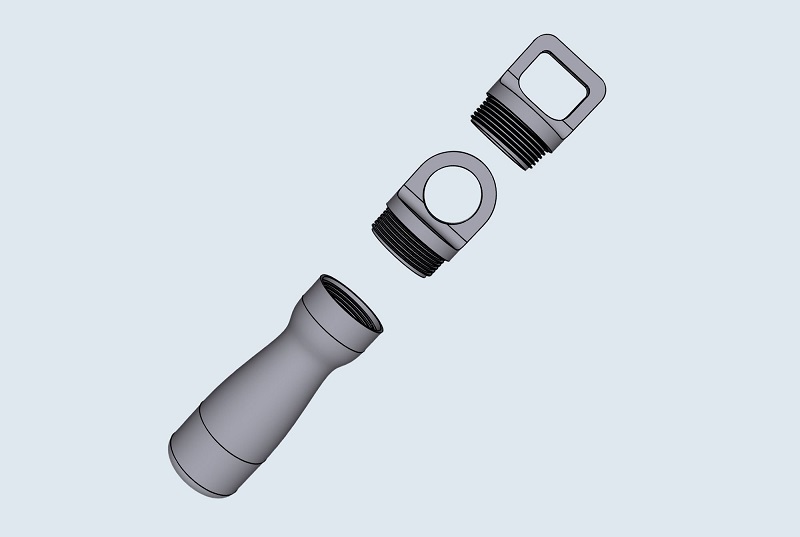
To create a better thread, round the crest and roots in the design process — sharp edges tend to concentrate stress.
Alternatively, you can design additional ‘dog point' heads onto your screw. This flat, unthreaded tip helps a successful print and is helpful for locating a groove on a shaft. Ensure the length of a dog point head measures at least 0.8 mm.

Infill
If designing a large part, save both time and material by considering different infill patterns that use less material. You can manipulate these in your 3D printing slicer. Hollow, geometric shapes characterize infill patterns with the density and shape of the infill affecting the strength of the final printed material.
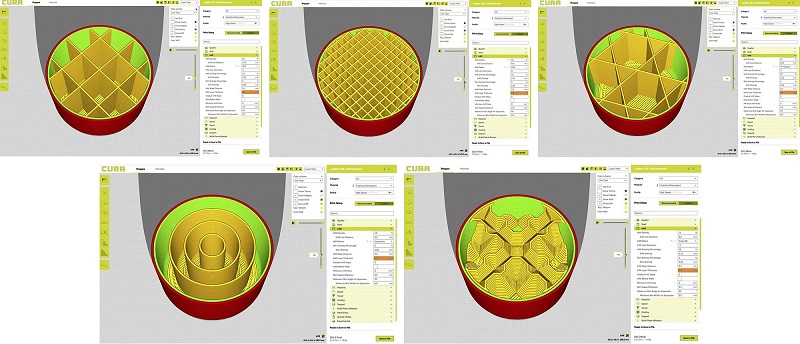
Hexagon or honeycomb infill is the strongest, most efficient infill and also the fastest to print. Honeycomb infills mimic naturally occurring hexagon patterns used throughout nature.
Explore printing a ‘wiggle' infill to give your piece a distinct look. Triangular infills have a high lateral load-bearing capability, making it a good choice for bridges.
Part orientation
The right part orientation improves the strength, appearance, and print time of your piece. To ensure optimal strength, manufacture in additive layers parallel to the layers of your object.
When designing your piece, consider the load-bearing capacity and direction of the parts, and then orient the part accordingly.
As a rule, orient cylindrical features like columns vertically for a smoother surface finish. Orient holes with faces parallel to the XY plane for a better resolution as well.

Exporting your STL file
When you're exporting a file for 3D printing, always use the highest setting STL file. STL files are a list of triangles, and cannot store separate bodies. As such, an STL export of touching bodies may merge. Make sure to separate each body where possible.
For graphics, export in medium or experiment with a low setting. You may need to remesh or generate a quad mesh if the mesh isn't uniform. If post-processing is required, export using the highest setting.
It's time to get your hands dirty
There you have it, the top design considerations to cover before 3D printing your prototype.
To prepare for manufacturing your model and save yourself from shaking your fist at gravity, go through and assess these factors one last time:
- Printing nozzle and material for your use case
- Wall thickness and overhang angles and lengths in your 3D model (and how they'll hold up in your 3D object)
- Model orientation
- Build plate adhesion
- Infill patterns